
加工スペック
加工スペック
加工精度
| 形状精度 | PV0.2μm以下(5軸加工機) PV0.1μm以下(2軸・3軸加工機) RMS 50nm |
| 寸法精度 | ±2μm |
| ピッチ精度 | ±0.5μm |
| 幾何公差 | 面粗度:Ra2nm 真円度:1μm以下 同心度:1μm以下 |
加工サイズ
| 2軸・3軸 | Φ300以下 |
| 5軸 | A4サイズ以下 |
※サイズ・形状により達成できる加工精度は異なります。
詳しくはお問い合わせください。
超精密 微細加工の一例
シャープエッジ加工(フレネルレンズ)
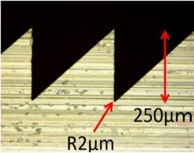
金型のNi-Pめっき面に対して、金型底部コーナーRを極限まで小さくすることを目的として製作。
ダイヤモンドバイト形状および加工条件最適化にてコーナーR2μm以下・表面粗さRa2nmを実現
高精度ピッチ加工(ウエハーレベルレンズ)
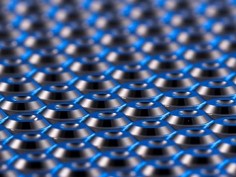
Ni-Pめっきを被削材とし、形状精度PV0.2μm、 ピッチ精度±0.0005mm(0.5μm)以下に加工した製品です。
このレンズアレイ金型は2面で構成され、全てのレンズにおいて±0.5μmのピッチ精度を達成しています。
小径急勾配加工(マイクロレンズアレイ)
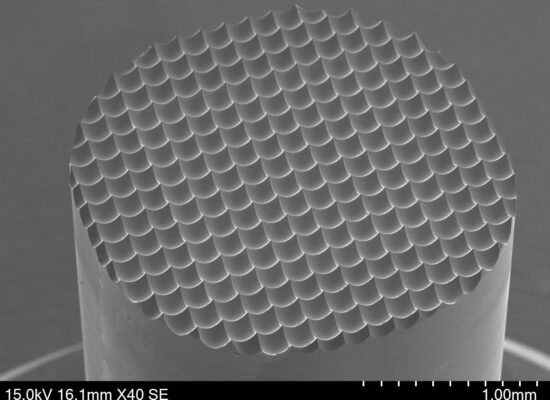
Ni-Pめっき面に形状
精度PV0.2μm、rms50nm以下の精度で加工したマイクロレンズアレイです。小さなレンズが多数列んでいますが、最大角度70゚以上というレンズ形状を有しているため、形状精度確保が非常に難しい製品です。
面粗度の改善加工(切削レンズ)

ワークサイズΦ60㎜のポリカードネート樹脂に、切削加工のみで表面粗さRa0.8nmを達成。
通常単結晶ダイヤモンド工具での切削では、表面粗さはRa10nm程度のところ、切削後に特殊処理を行っています。
微細溝加工(回折格子)
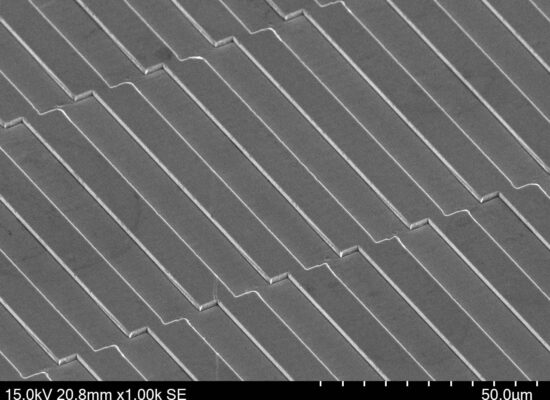
Ni-Pめっき面に対し、山ー谷の幅10μmで
深さ1.4μmかつシャープなエッジにて加工。
高精度な回折効率をコントロールすることで、フォトリゾグラフィでは得られないシャープなエッジを実現。
レンズ加工における形状精度
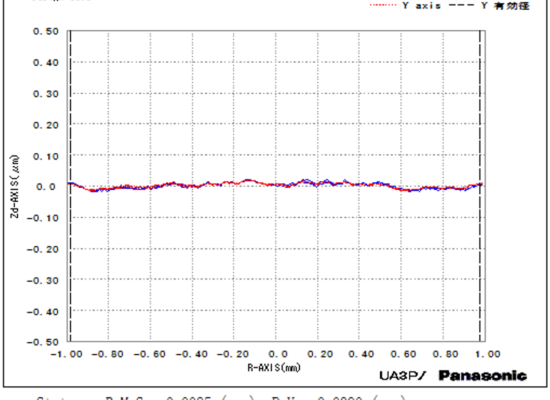
5軸加工機で加工した”直径2mmのレンズ”の形状誤差を表した指標です。横軸は直径、縦軸は精度(μ)を表しています。ご覧いただくと分かる通り、精度のずれがほとんどなく、形状精度:PV0.0390μmを達成しています。

